G92指令和G32一样都是车削螺纹,所不同的是,G92是简单循环,只需指定每次螺纹加工的循环起点和螺纹终点坐标。该指令可用来车削等距直螺纹、锥度螺纹,本节暂时只介绍直螺纹的编程方法。
格式
GOOX_Z_→螺纹加工循环起点
G92X_Z_R_F
X、Z螺纹终点坐标;
R是锥度,直螺纹时可不写;
F是螺距。
★该指令不需指定进给速度,进给速度和主轴转速由系统自动给定,保证螺纹加工到位。
★由图3-55中得知,虚线部分不用描述,该指令只需要描述循环起点和每次螺纹加工终点。

由于每次的循环起点可设为一个点,所以起点只需要指定一次,模态有效。写出图3-56中螺纹部分的程序:
螺距为2,则h=(2x1.107)/2=1.1071.107,给定的每次吃刀量,写出相对应X每次切深的坐标值。注意:牙深为半径值,X坐标为直径值。

第1刀,半径切0.5→X29
第2刀,半径切0.3→X28.4
第3刀,半径切0.2→X28
第4刀,半径切0.107→X27.786
程序编写为
G00X33 Z3
G92 X29 Z-23 F2
X28.4
X28
X27.786
G92、X、Z、F均是模态码,指定一次,一直有效。
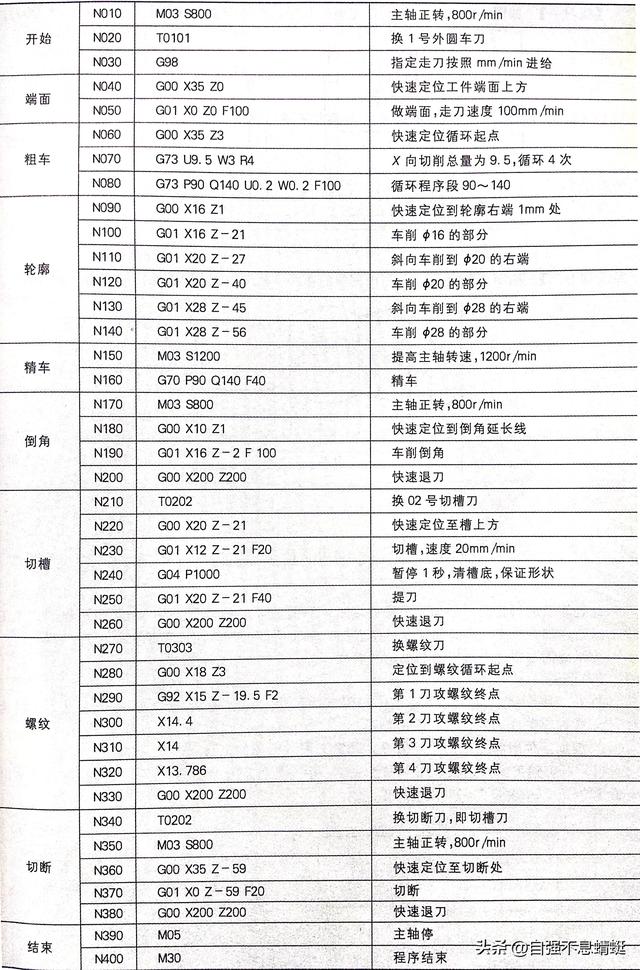
【例题3-11】如图3-58所示,编写出完整的程序,毛坯为的铝件,退刀点和换刀刀点(200 200),最后割断。

〖特别声明〗:本文内容仅供参考,不做权威认证,如若验证其真实性,请咨询相关权威专业人士。如有侵犯您的原创版权或者图片、等版权权利请告知 wzz#tom.com,我们将尽快删除相关内容。
 微信扫一扫
微信扫一扫